Vorgabezeit (Sollzeit) und eHPV nach MTM
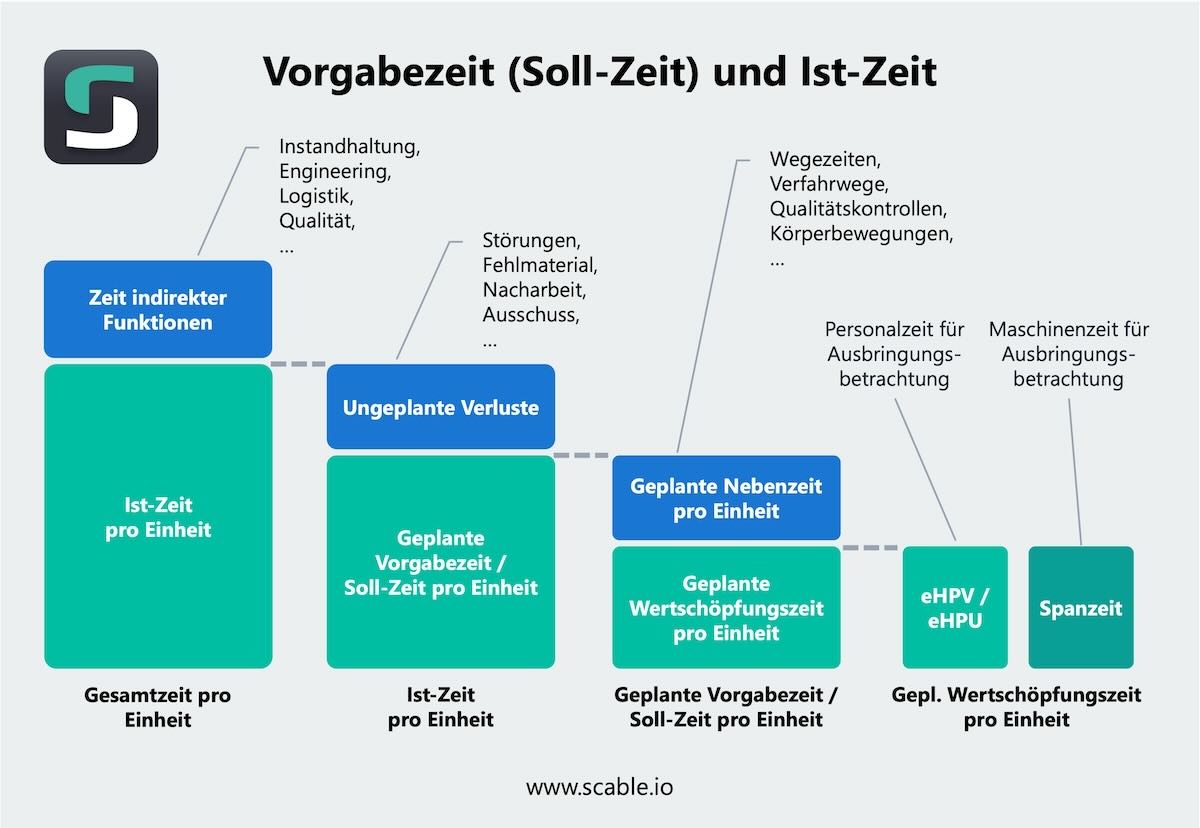
Vorgabezeiten (auch Sollzeiten oder eHPV) sind notwendig, um die erreichte Ausbringung mit der geplanten Ausbringung zu vergleichen. Auf diese Weise können Abweichungen der Mengen und der Fertigungskosten-Kalkulation im Shopfloor Management bewertet werden. Vorgabezeiten setzen sich aus geplanten Zeiten für die Wertschöpfung und geplanten notwendigen Nebenzeiten zusammen.

Die geplante Wertschöpfungszeit eHPV (engineered Hours Per Vehicle) als Mindestgröße für die Vorgabezeit
Die notwendige Zeit für die Erbringung der Wertschöpfung wird als geplante Wertschöpfungszeit bezeichnet. Sie ist die Mindestgröße für die Vorgabezeit. Die Wertschöpfungszeit im Bereich der maschinellen Bearbeitung wird diese Zeit auch als „Spanzeit“ bezeichnet. Im Bereich der manuellen Wertschöpfung (wie Montage) gibt es den Begriff eHPV (engineered Hours Per Vehicle) aus der Automobilindustrie.
Was bedeutet eHPV (engineered Hours Per Vehicle)?
Die Kennzahl eHPV misst den konstruktiv bedingten Arbeitsinhalt eines Fahrzeuges in der Fahrzeugproduktion. Anstelle von Fahrzeugen (Vehicle) können auch andere Produkte verwendet werden, weshalb wir diese fortlaufend als eHPU (engineered Hours per Unit) bezeichnen. Die eHPU setzt sich aus den manuellen Verbauaufwendungen aller Bauteile einer Einheit oder eines Produkts zusammen. Zur Bestimmung der eHPU gelten folgende Voraussetzungen:
- Der Mitarbeiter befindet sich am Einbauort, greift das richtige Bauteil und Werkzeug und verbaut dieses.
- Eine Zeitreduktion ist nur durch Produktänderungen möglich.
- Bei standardisierten Bedingungen ist die eHPU standort- und stückzahlunabhängig.
Da in jedem Produktionsprozess Nebenprozesse Voraussetzung für die Wertschöpfung sind, müssen zur geplanten Wertschöpfungszeit erforderliche geplante Nebenzeiten addiert werden. Beispiele hierfür sind Wegezeiten, Verfahrwege, Zeiten für Qualitätskontrollen oder Körperbewegungen des Montagepersonals. Streng genommen kann die geplante Nebenzeiten als geplante, notwendige Verschwendung bezeichnet werden.
Werden die geplante Wertschöpfungszeit und die geplante Prozesszeit addiert, ergibt sich die Vorgabezeit (auch Sollzeit oder Planzeit). Die Vorgabezeit wird zur Kalkulation der (direkten) Fertigungskosten verwendet.
Die tatsächlich benötigte Zeit ergibt sich anschließend, in dem auf die Vorgabezeit die entstandene Mehrarbeit durch ungeplante Verluste: addiert wird. Die Differenz zwischen der Ist-Zeit und der Vorgabezeit zeigt, wie die Vorgabezeiten in der Praxis erreicht werden.
Wie ambitioniert sollen Vorgabezeiten sein?
Zu niedrig angesetzte Vorgabezeiten sind in der Praxis wenig zielführend, da darauf aufbauende Terminpläne nicht eingehalten werden können. Zu hohe Vorgabezeiten steigern allerdings die Fertigungskosten. Insofern müssen Vorgabezeiten realistisch und gleichzeitig anspruchsvoll sein. Werden die Vorgabezeiten in der Praxis im täglichen Shopfloor Management durchgehend erreicht und ist liegt damit die Ausbringung über 100%, ist dies ein Zeichen, dass die Vorgaben zu wenig ambitioniert sind.
Praxistipp zur Vorgabezeit (Sollzeit) und eHPV nach MTM:
Damit die erreichte Ausbringung tägliche betrachtet und nachvollzogen werden kann, ist es notwendig, zwischen der Personalzeit und der Maschinenzeit zu wählen. Typischerweise wird die Personalzeit in personalintensiven Produktionen verwendet, wohingegen die Maschinenzeit eher in der vorrangig maschinellen Bearbeitung genutzt wird.
Die Entscheidung für eine der Größen ist notwendig, damit die Ausbringungsleistung der Produktion anhand einer Kennzahl gemessen werden kann. Mehrere Kennzahlen würden hier für Verwirrung und etlichen Erklärungsbedarf sorgen.
Doch diese Unterteilung kann speziell bei der Planung neuer Produktionslinien zu Fehlanreizen führen, wenn daran die Zielsysteme geknüpft sind.
Vorgabezeiten setzen sich aus Wertschöpfung im engeren Sinne und Nebenzeiten zusammen.