OEE - Gesamtanlageneffektivität
OEE ist eine Kennzahl für die Produktivität von Produktionsanlagen und steht als Abkürzung für Overall Equipment Effectiveness. Auf deutsch übersetzt bedeutet sie "Gesamtanlageneffektivität" und berechnet sich anhand von drei Hauptfaktoren: Verfügbarkeit, Leistungsgrad und Qualität.
Ausfürliche Betrachtung der OEE - Gesamtanlageneffektivität
Die Berechnung der OEE erfolgt durch Multiplikation der folgenden drei Faktoren:
- Die Verfügbarkeit beschreibt, zu wie viel Prozent der Planbelegungszeit, die Anlage tatsächlich lief. Zur Berechnung müssen daher ungeplante Stillstände erfasst werden, die zu Produktionsunterbrechungen geführt haben.
- Der Leistungsgrad beschreibt, zu wie viel Prozent mit der vorgesehenen Geschwindigkeit produziert wurde. Es gilt daher Taktzeitverluste (auch Leistungsverluste) zu erfassen.
- Die Qualität beschreibt, welcher Anteil an produzierenden Einheiten qualitativ in Ordnung ist. In der Folge müssen Qualitätsverluste für Ausschuss und Nacharbeit erfasst werden.
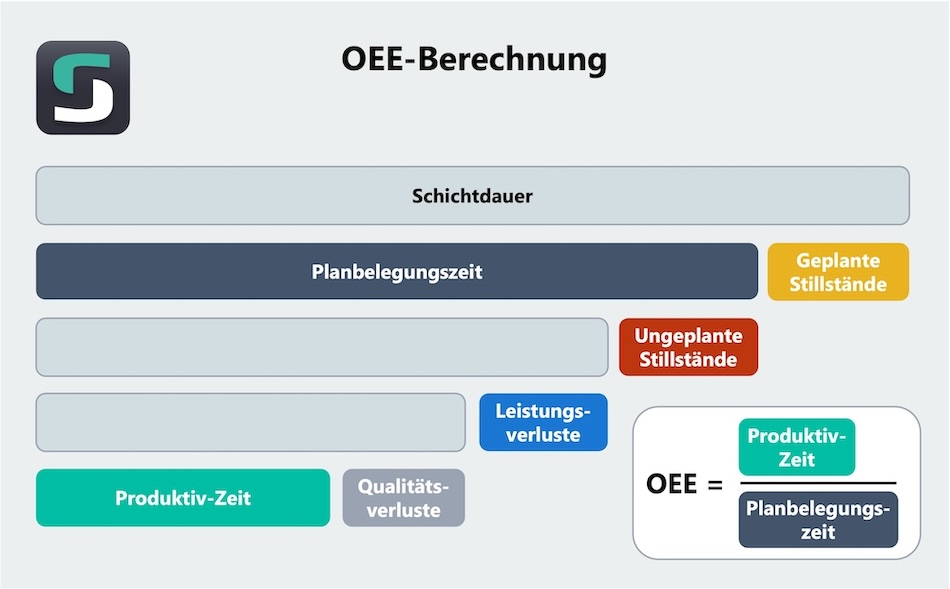
Die detaillierte Berechnung der OEE.
Die Technische Anlagen-Verfügbarkeit als wichtiger Teil der OEE - Gesamtanlageneffektivität
Eine wichtige Kennzahl für die Instandhaltung ist in diesem Zusammenhang die technische Anlagenverfügbarkeit. Diese beschreibt zu welchem Zeitanteil ein technisches Objekt funktionsfähig ist. Sie steht für den Teilbereich des Verfügbarkeitsfaktors der OEE, der von der Instandhaltung verursacht wird. In der Praxis ist daher notwendig, bei der Stillstandserfassung zu unterscheiden, ob dieser für die technische Anlagenverfügbarkeit relevant ist.
Zusätzlich unterscheidet die OEE im Regelfall nicht zwischen technischer Verfügbarkeit und organisatorischer Verfügbarkeit. Diese Unterscheidung ist jedoch für die Ziele der Instandhaltung entscheidend, da nur technische Themen beeinflusst werden können.

Kostenlose Excel-Vorlage zur OEE-Berechnung
Jetzt kostenlos herunterladen
Praxistipps zur Verbesserung der OEE
Jetzt kostenlos herunterladenPraxistipp zur OEE - Gesamtanlageneffektivität:
Generell ist die OEE eine gute Kennzahl, um die Effektivität einer einzelnen Anlage zu bemessen. Durch die Kombination der drei Faktoren wird auf einen Blick ersichtlich, auf welchem Niveau die Anlage betrieben wird. Es kann daher abgeschätzt werden, welches Restpotential in dem bestehenden Prozess noch vorhanden ist. Besonders lohnt es sich außerdem, die OEE im Trendverlauf zu betrachten. Auf diese Weise wird der Effekt kontinuierlicher Verbesserungen ersichtlich - sofern die OEE kontinuierlich steigt. Oder anders ausgedrückt: Sofern die OEE im Zeitverlauf nicht kontinuierlich ansteigt, zeigt das, dass der Verbesserungsprozess nicht optimal funktioniert.Allerdings weist die OEE auch vier Probleme auf, weshalb sie sich im täglichen Shopfloor Management nur bedingt eignet:
- Die OEE ist eine rein Betriebsmittel-bezogene Kenngröße
- Die OEE ist schwer verständlich
- Die OEE eignet sich nicht für Benchmarks
- Die OEE bietet wenig Anreiz für Sprunginnovation
Auf die Besonderheiten der OEE im Shopfloor Management gehe ich in diesem Beitrag näher ein.
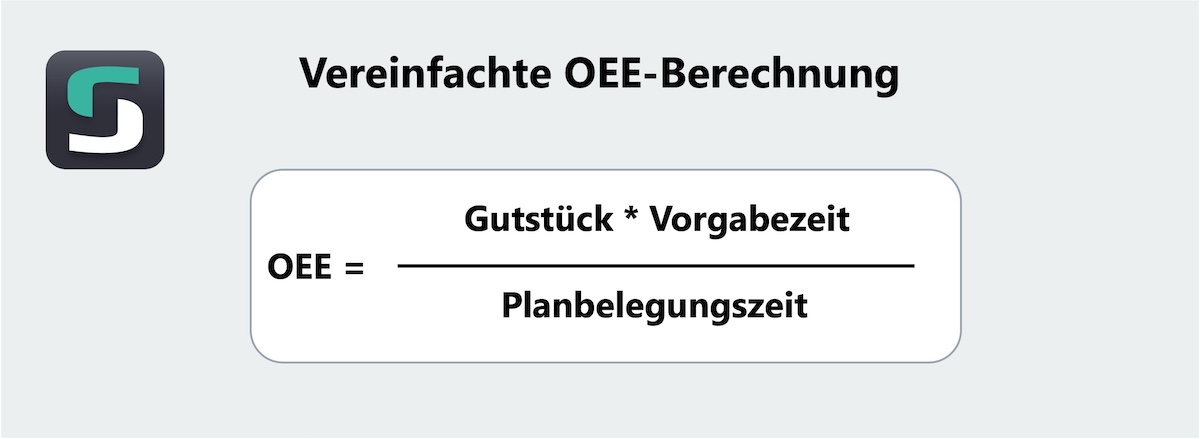
Die vereinfachte Berechnung der OEE ist in der Praxis leichter anwendbar.